HT 3 – Kunststoffe auf dem Bau
- Stelle den Weg von der Granulattrocknung bis zum verkaufsfertigen Kunststoffdübel in Form eines Fließschemas dar (M 3). Erläutere die Synthese von Ultramid® S3W Balance unter Angabe einer Reaktionsgleichung sowie der systematischen Namen der Edukte (M 2). Ordne UUltramid® S3W Balance unter Benennung der namensgebenden funktionellen Gruppe und Markierung dieser Gruppe in Abbildung 1 einer Kunststoffsorte zu (M 2).
(24 Punkte)
- Erläutere auch anhand der Molekülstruktur, dass Ultramid® S3W Balance die für das Spritzgussverfahren geeigneten Eigenschaften hat (M 2). Erläutere die Entstehung der produktionsbedingten Formteilfehler, auch unter Angabe einer Reaktionsgleichung (M 3). Erkläre mithilfe zwischenmolekularer Wechselwirkungen die Abnahme der Sprödigkeit der Dübel durch Wässern (M 3).
(22 Punkte)
- Erkläre die geringe Wasserlöslichkeit von 10-Undecensäure anhand der Molekülstruktur (M 2). Erläutere die unterschiedlichen Schmelztemperaturen von Ultramid® S3W Balance und Rilsan® (M 2, M 4).
(14 Punkte)
Fachspezifische Vorgaben:
M 1: Funktionsweise von Kunststoffdübeln Während man Schrauben in weiche Werkstoffe wie z. B. Holz einfach hineindrehen kann, müssen in harten Werkstoffen wie z. B. Beton oder Stein dafür Löcher gebohrt werden. Damit eine Schraube hält, setzen Hand- und Heimwerker Kunststoffdübel in das Loch. Beim Eindrehen der Schraube spreizt sich der Dübel und sichert so die Schraube im Bohrloch. M 2: Dübel aus Ultramid® S3W Balance Ein Dübelhersteller bietet Kunststoffdübel aus mindestens
Abbildung 1: Strukturformel für ein Ultramid® S3W Balance-Molekül  Schmelztemperatur: ca.
Schmelztemperatur: ca. 
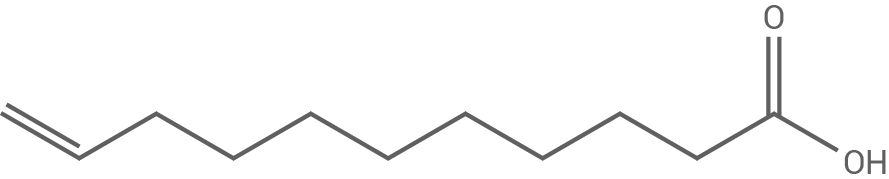
Abbildung 2: Strukturformel für ein 10-Undecensäure-Molekül

Abbildung 3: Strukturformel eines 11-Aminoundecansäure-Molekül
Zusatzinformationen:
| Schmelztemperatur von Rilsan®: ca. |
Weiter lernen mit SchulLV-PLUS!
monatlich kündbarSchulLV-PLUS-Vorteile im ÜberblickDu hast bereits einen Account?
1.
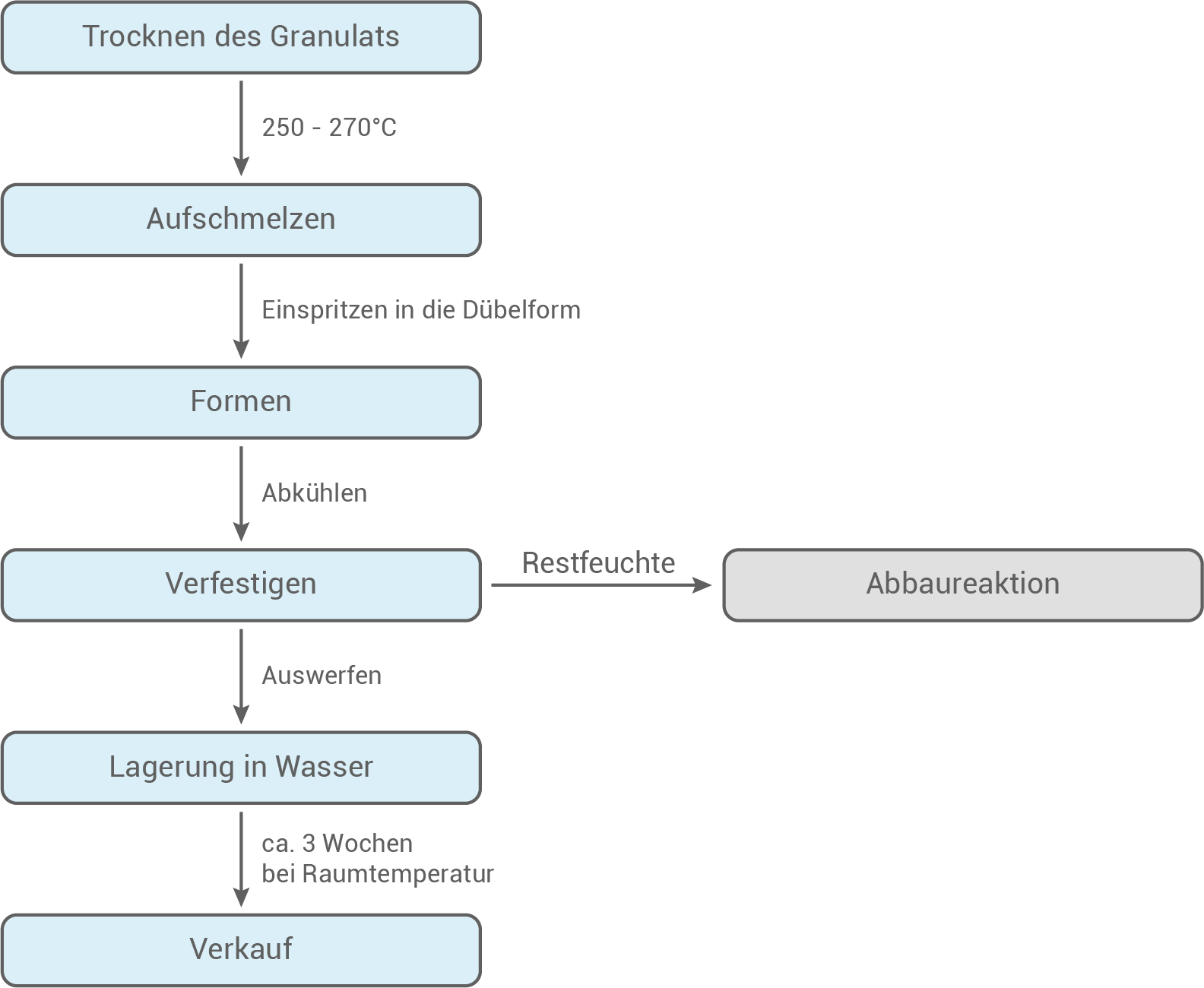
Weg vom Granulat zum verkaufsfertigen Kunststoffdübel
 Synthese von Ultramid® S3W Balance
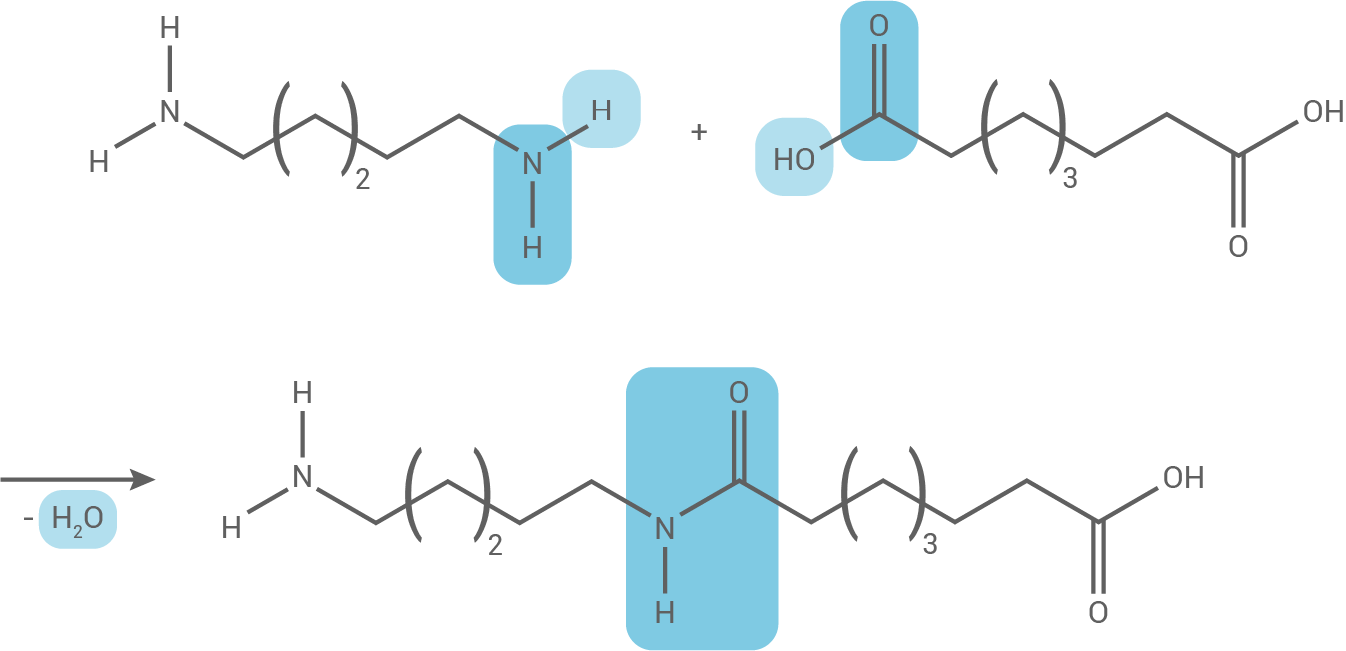
Die Synthese beginnt mit der Reaktion von Sebacinsäure (Decandisäure) und Hexamethylendiamin. Hierbei reagiert eine Carboxygruppe der Sebacinsäure mit einer Aminogruppe des Hexamethylendiamins. Dabei wird Wasser abgespalten und eine Amidbindung zwischen den Molekülen gebildet.
Synthese von Ultramid® S3W Balance
Die Synthese beginnt mit der Reaktion von Sebacinsäure (Decandisäure) und Hexamethylendiamin. Hierbei reagiert eine Carboxygruppe der Sebacinsäure mit einer Aminogruppe des Hexamethylendiamins. Dabei wird Wasser abgespalten und eine Amidbindung zwischen den Molekülen gebildet.
 Die Reaktion wiederholt sich entlang der Kette. Weitere Carboxy- und Aminogruppen reagieren miteinander und bilden immer längere Polyamidketten (hier vereinfacht mit
Die Reaktion wiederholt sich entlang der Kette. Weitere Carboxy- und Aminogruppen reagieren miteinander und bilden immer längere Polyamidketten (hier vereinfacht mit  dargestellt):
dargestellt):
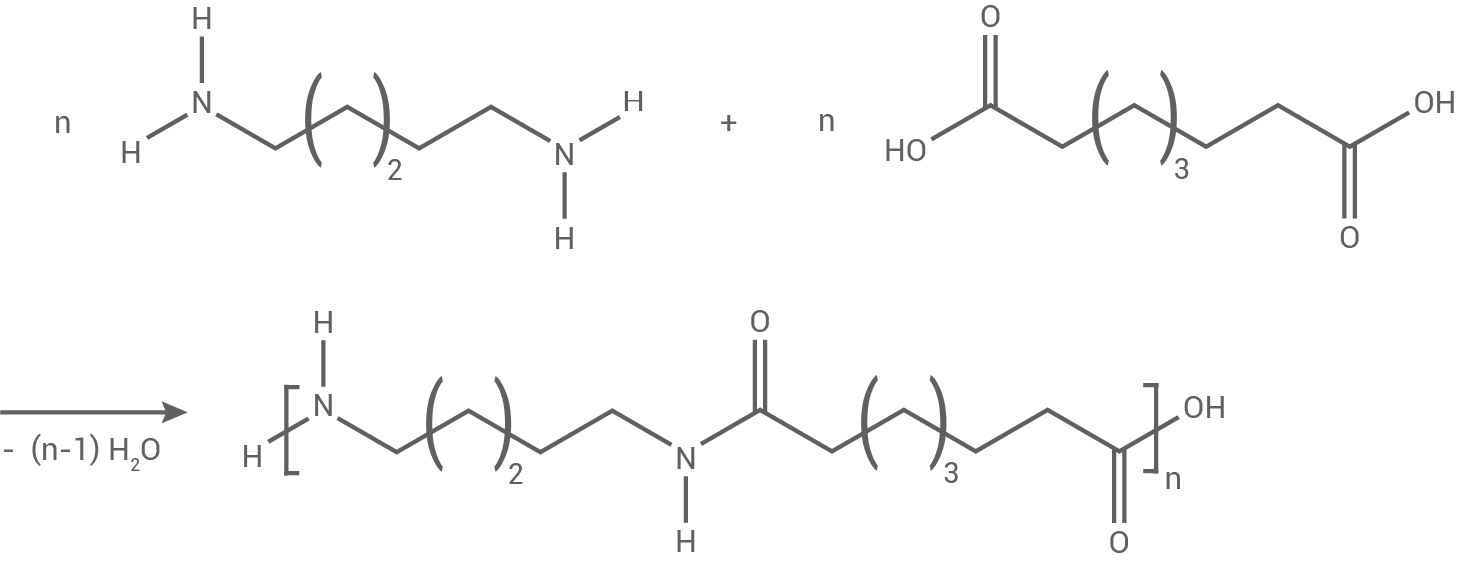 Bei der Reaktion handelt es sich um eine Polykondensation, bei der die Monomere durch Kondensationsreaktionen (Abspaltung von Wasser) zu einem Polymer verknüpft werden.
Kunststoffsorte und funktionelle Gruppe
Ultramid® S3W Balance gehört zur Gruppe der Polyamide, da die Hauptkette des Polymers durch Amidgruppen (-CONH-) verknüpft ist. Diese Amidgruppe ist die funktionelle Gruppe, die die typischen Eigenschaften von Polyamiden bestimmt, wie z.B. die hohe mechanische Festigkeit, thermische Stabilität und chemische Beständigkeit.
Bei der Reaktion handelt es sich um eine Polykondensation, bei der die Monomere durch Kondensationsreaktionen (Abspaltung von Wasser) zu einem Polymer verknüpft werden.
Kunststoffsorte und funktionelle Gruppe
Ultramid® S3W Balance gehört zur Gruppe der Polyamide, da die Hauptkette des Polymers durch Amidgruppen (-CONH-) verknüpft ist. Diese Amidgruppe ist die funktionelle Gruppe, die die typischen Eigenschaften von Polyamiden bestimmt, wie z.B. die hohe mechanische Festigkeit, thermische Stabilität und chemische Beständigkeit.
2.
Eigenschaften von Ultramid® S3W Balance für das Spritzgussverfahren
Ultramid® S3W Balance weist eine hohe Festigkeit, Wärmebeständigkeit und Formstabilität auf, was es ideal für das Spritzgussverfahren macht. Diese Eigenschaften sind der Polyamidstruktur und den starken intermolekularen Wechselwirkungen (z.B. Wasserstoffbrückenbindungen) zu verdanken. Beim Spritzgießen wird das Material erhitzt und verflüssigt, dann in eine Form gespritzt und abgekühlt. Die Wärmebeständigkeit sorgt dafür, dass das Material beim Abkühlen schnell und gleichmäßig erstarrt, ohne seine Form zu verlieren.
Formteilfehler und Sprödigkeit der Dübel
Wenn das Kunststoffgranulat vor dem Spritzgießen Restfeuchte enthält, kann es unter hohen Temperaturen zur Hydrolyse des Polymers kommen. Die Feuchtigkeit spaltet also die Amidbindungen der Polymerkette:


 Abnahme der Sprödigkeit der Dübel durch Wässern
Die Abnahme der Sprödigkeit ist auf die Bildung von Wasserstoffbrückenbindungen, zurückzuführen. Polyamide wie Ultramid® S3W Balance enthalten Amidgruppen, die stark polare Bindungen aufweisen:
Abnahme der Sprödigkeit der Dübel durch Wässern
Die Abnahme der Sprödigkeit ist auf die Bildung von Wasserstoffbrückenbindungen, zurückzuführen. Polyamide wie Ultramid® S3W Balance enthalten Amidgruppen, die stark polare Bindungen aufweisen:
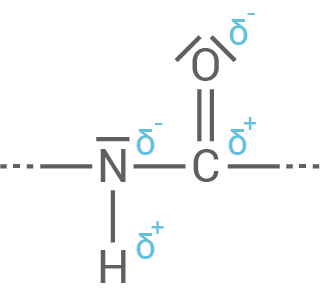 Wenn der Kunststoffdübel nach der Herstellung Wasser aufnimmt (durch das Wässern), lagern sich die Wassermoleküle an die polaren Amidgruppen an und es entstehen Wasserstoffbrückenbindungen zwischen den Hydroxylgruppen des Wassers und den Amin- und Carbonylgruppen des Polyamids:
Wenn der Kunststoffdübel nach der Herstellung Wasser aufnimmt (durch das Wässern), lagern sich die Wassermoleküle an die polaren Amidgruppen an und es entstehen Wasserstoffbrückenbindungen zwischen den Hydroxylgruppen des Wassers und den Amin- und Carbonylgruppen des Polyamids:
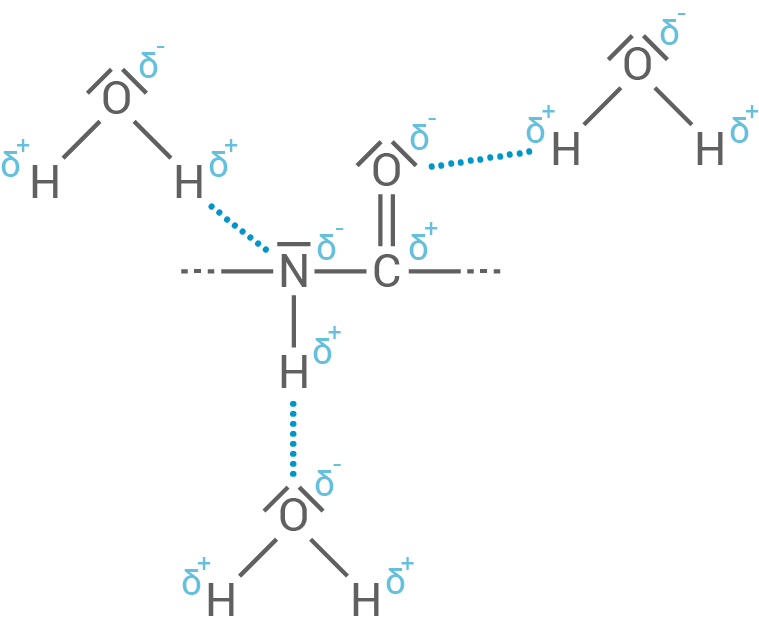 Diese Wasserstoffbrückenbindungen wirken wie „molekulare Klammern“, die die Polymerketten durch zusätzliche Bindungen zusammenhalten.
Diese Wasserstoffbrückenbindungen wirken wie „molekulare Klammern“, die die Polymerketten durch zusätzliche Bindungen zusammenhalten.
3.
Geringe Wasserlöslichkeit von 10-Undecensäure
Die geringe Wasserlöslichkeit von 10-Undecensäure ist auf ihre Molekülstruktur zurückzuführen: Die lange unpolare Alkylkette dominiert die Eigenschaften der Verbindung und überwiegt die polare Carboxylgruppe. Dadurch kann sich 10-Undecensäure kaum in Wasser lösen, da die unpolare Alkylkette die Wechselwirkung mit dem polaren Lösungsmittel Wasser verhindert.
Unterschiedliche Schmelztemperaturen von Ultramid® S3W Balance und Rilsan®
Die unterschiedlichen Schmelztemperaturen von Ultramid® S3W Balance und Rilsan® lassen sich durch Unterschiede in ihrer Polymerstruktur erklären. Ultramid® S3W Balance Balance enthält Polyamidketten, die durch Amidbindungen und Wasserstoffbrücken stark miteinander vernetzt sind. Diese Vernetzung führt zu einer hohen Schmelztemperatur undRilsan® hat eine andere Struktur und möglicherweise weniger stark vernetzte Ketten, was zu einer geringeren Schmelztemperatur und Wasseraufnahme führt.